 انگلیسی
انگلیسی اسپانیا
اسپانیا کیفیت قالب ارتباط مستقیمی با کیفیت، راندمان تولید و قیمت تمام شده محصول دارد. فکر می کنم همه با این موضوع مخالفت نخواهند داشت. کیفیت قالب باید از طریق آزمایش قالب پیدا و حل شود، بنابراین فرآیند آزمایش قالب برای شرکت های قالب گیری تزریقی بسیار مهم است.
1. آزمایش اجرای خشک قالب - عملکرد قالب را بررسی کنید
الف. بازرسی باز و بسته شدن قالب تحت فشار کم قالب
1. قالب سه بار به صورت سریع، متوسط و آهسته باز و بسته می شود، خواه صدای غیرعادی یا پدیده بلوک در طول فرآیند باز و بسته شدن وجود داشته باشد.
2. عمل باز و بسته شدن قالب صاف، با یا بدون تداخل است.
ب. بازرسی سیستم تخلیه قالب (تحت فشار کم)
1. عمل جهش به جهش سریع، متوسط و آهسته 3 بار تقسیم می شود و بررسی کنید که آیا پدیده غیر طبیعی وجود دارد یا خیر.
2. بعد از بیرون انداختن پین اجکتور در هواپیما شل می شود یا گیر می کند؟
3. این که آیا انگشتان مخروطی یا استوانه با یک پین تعیین کننده برای جلوگیری از شل شدن یا چرخش نصب شده باشد.
4. سیستم جهش (اینکه آیا صدای غیرعادی و لرزش هنگام بیرون ریختن پین اجکتور یا بلوک اجکتور وجود داشته باشد).
ج. بازرسی مجدد قالب
1. قالب 3 بار با سرعت های تند، متوسط و آهسته ریست می شود تا ببینیم می توان آن را ریست کرد یا نه. پس از تنظیم مجدد، سطح انتهایی پین اجکتور مورب بالاتر از 0.1 میلی متر از قالب یا همسطح با هسته قالب نیست.
2. آیا پین اجکتور با عملکرد موقعیت ردیف در هنگام بیرون ریختن اجکتور تداخل دارد یا خیر، و اینکه آیا لغزنده به موقعیت اصلی باز می گردد یا خیر.
3. قالب مجهز به دستگاه تنظیم مجدد انگشتانه است.
دوم، تست تعادل حفره در چسب
1. به طور مداوم برای بازی کردن 5 قالب پول جمع کنید و وزن آنها را وزن کنید.
2. وزن تک تکه هر محصول را در هر قالب ثبت کنید.
3. حجم تزریق را کاهش دهید و 20٪، 50٪ و 90٪ از نمونه ها را در 3 قالب پر کنید.
4. وزن هر یک از محصولات فوق را وزن کرده و ثبت کنید.
5. اگر اختلاف حداکثر وزن و حداقل وزن محصول کمتر از 2 درصد باشد قابل قبول است. اگر قالب تک حفره ای باشد، تست تعادل تزریق نیز لازم است.
3. نحوه تعیین زمان خنک سازی بهینه
1. هنگامی که قالب گیری تزریقی شرایط فرآیند مناسب است، پس از پر شدن محصول، زمان خنک شدن را تخمین بزنید، زمان خنک کننده طولانی تری را انتخاب کنید، محصول را کاملا خنک کنید، 3 قالب بسازید و اندازه آن را اندازه گیری کنید.
2. اندازه محصول تزریق شده در هر زمان خنک شدن باید پس از خنک شدن کامل قسمت پلاستیکی حدود 15 دقیقه اندازه گیری شود.
3. مبنای تعیین زمان خنک سازی بهینه با در نظر گرفتن پایداری ابعادی محصول.
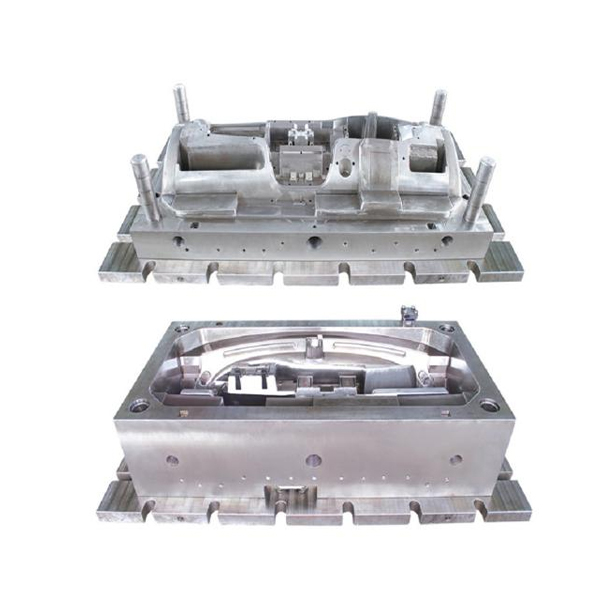
1. قالب سپر خودرو ساختار خط جدایی داخلی را اتخاذ می کند.
2. شکل قالب بدون فلاش و بدون علامت جوش است.



.jpg "قالب سبد ذخیره سازی روزانه (بزرگ)")
.jpg "قالب سبد ذخیره سازی (کوچک)")






